
Ống hàn và ống đúc inox công nghiệp khác nhau thế nào? Bài viết phân tích rõ cấu tạo, độ bền và khả năng chịu áp để giúp bạn chọn đúng loại ống cho từng hệ thống.
1. Tổng quan về ống inox công nghiệp trong hệ thống đường ống
Trong các hệ thống đường ống inox công nghiệp, ống inox giữ vai trò là phần tử chịu tải chính, quyết định trực tiếp đến độ an toàn, độ bền và tính ổn định lâu dài của toàn bộ hệ thống. Không giống các vật liệu thông thường, ống inox công nghiệp được lựa chọn khi hệ thống phải làm việc trong điều kiện áp suất, nhiệt độ hoặc môi trường có tính ăn mòn.
Trên thực tế, rất nhiều sự cố đường ống không xuất phát từ van hay phụ kiện, mà bắt nguồn từ việc chọn sai loại ống ngay từ đầu. Khi hệ thống đi vào vận hành dài hạn, những khác biệt nhỏ về cấu tạo ống sẽ dần bộc lộ thành các vấn đề lớn như rò rỉ, nứt ống hoặc phải thay thế sớm hơn dự kiến.
Trong nhóm ống inox công nghiệp hiện nay, hai loại được sử dụng phổ biến nhất là:
- Ống hàn inox công nghiệp
- Ống đúc inox công nghiệp
Hai loại này khác nhau ngay từ phương pháp sản xuất, kéo theo sự khác biệt rõ rệt về khả năng chịu áp, độ bền và phạm vi ứng dụng. Tuy nhiên, trên thị trường, không ít người mua vẫn nhầm lẫn hoặc lựa chọn theo giá, dẫn đến việc sử dụng không đúng với điều kiện làm việc thực tế của hệ thống.
Việc hiểu đúng bản chất của từng loại ống là bước đầu tiên để tránh những sai lầm tốn kém về sau.

2. Ống hàn inox công nghiệp là gì?
Ống hàn inox công nghiệp là loại ống được sản xuất từ dải inox cán phẳng, sau đó được tạo hình tròn và hàn dọc theo chiều dài thân ống. Sau khi hàn, mối hàn sẽ được xử lý và kiểm tra nhằm đảm bảo độ kín cũng như khả năng làm việc ổn định trong điều kiện công nghiệp.
Điểm khác biệt cốt lõi của ống hàn inox nằm ở sự tồn tại của mối hàn dọc. Đây vừa là đặc điểm nhận dạng, vừa là yếu tố ảnh hưởng trực tiếp đến khả năng chịu áp và phạm vi ứng dụng của loại ống này.
Về mặt cấu tạo và đặc tính sử dụng, ống hàn inox công nghiệp có thể hiểu qua các điểm chính sau:
- Có mối hàn dọc theo thân ống: Mối hàn chạy suốt chiều dài ống và là vị trí chịu ảnh hưởng lớn nhất khi hệ thống làm việc ở áp suất hoặc nhiệt độ cao. Chất lượng mối hàn quyết định phần lớn độ bền của ống.
- Độ dày thành ống tương đối ổn định: Với các nhà sản xuất uy tín, độ dày được kiểm soát tốt trên toàn thân ống, tuy nhiên tại khu vực mối hàn vẫn có thể tồn tại sai lệch nhỏ trong giới hạn cho phép.
- Dễ gia công và lắp đặt tại công trình:Ống hàn inox có bề mặt trong và ngoài khá đẹp, dễ cắt, hàn nối và điều chỉnh, rất phù hợp cho các tuyến ống dài hoặc hệ thống cần thi công nhanh.
Chính nhờ đặc điểm sản xuất và cấu tạo này, ống hàn inox công nghiệp được sử dụng rộng rãi trong nhiều hệ thống có áp suất từ thấp đến trung bình, nơi cần tối ưu chi phí nhưng vẫn đảm bảo độ bền và tính ổn định.
Tuy nhiên, cần lưu ý rằng ống hàn inox không phải lựa chọn cho mọi điều kiện làm việc. Trong các hệ thống áp suất cao, môi trường khắc nghiệt hoặc yêu cầu an toàn đặc biệt, mối hàn sẽ trở thành yếu tố cần cân nhắc kỹ trước khi quyết định sử dụng.

3. Ống đúc inox công nghiệp là gì?
Khác với ống hàn, ống đúc inox công nghiệp được sản xuất theo phương pháp đúc liền khối, tức là toàn bộ thân ống được tạo thành từ một khối vật liệu inox duy nhất, không tồn tại mối hàn dọc hay ngang. Chính đặc điểm này tạo ra sự khác biệt rất lớn về khả năng chịu áp, chịu nhiệt và độ an toàn khi vận hành.
Về bản chất, ống đúc inox được sử dụng khi hệ thống làm việc trong điều kiện mà mối hàn trở thành rủi ro tiềm ẩn, chẳng hạn như áp suất cao, nhiệt độ cao hoặc môi trường ăn mòn mạnh. Khi không có mối hàn, nguy cơ nứt, rò rỉ tại điểm yếu cấu trúc được giảm xuống mức thấp nhất.
Xét về cấu tạo và đặc tính sử dụng, ống đúc inox công nghiệp có thể hiểu qua các điểm chính sau:
- Thân ống liền khối, không mối hàn: Đây là ưu điểm lớn nhất của ống đúc. Việc không có mối hàn giúp ống chịu được áp suất cao hơn và làm việc ổn định trong thời gian dài.
- Độ dày thành ống đồng đều: Nhờ phương pháp đúc, thành ống được kiểm soát khá tốt về độ dày, giúp phân bố ứng suất đều khi hệ thống vận hành.
- Khả năng chịu áp suất và nhiệt độ cao: Ống đúc thường được sử dụng trong các hệ thống yêu cầu độ an toàn cao, nơi rủi ro từ mối hàn là không thể chấp nhận.
Tuy nhiên, ống đúc inox công nghiệp không phải lúc nào cũng là lựa chọn tối ưu. So với ống hàn, ống đúc có giá thành cao hơn, trọng lượng lớn hơn và nguồn cung trên thị trường thường không phong phú bằng. Do đó, việc lựa chọn ống đúc cần dựa trên điều kiện vận hành thực tế, không nên chọn chỉ vì tâm lý “đúc là tốt nhất”.

4. So sánh ống hàn và ống đúc inox công nghiệp khác nhau thế nào?
Sau khi đã hiểu bản chất của từng loại, việc so sánh trực tiếp giữa ống hàn và ống đúc inox công nghiệp sẽ giúp người mua và kỹ sư nhận ra sự khác biệt cốt lõi, từ đó chọn đúng loại ống cho từng hệ thống. Cần nhấn mạnh rằng không có loại ống nào tốt tuyệt đối, mà chỉ có loại ống phù hợp hơn với điều kiện sử dụng.
| Tiêu chí so sánh | Ống hàn inox công nghiệp | Ống đúc inox công nghiệp |
|---|---|---|
| Phương pháp sản xuất | Tạo hình từ dải inox và hàn dọc | Đúc liền khối |
| Mối hàn | Có mối hàn dọc | Không có mối hàn |
| Khả năng chịu áp | Thấp đến trung bình, phụ thuộc mối hàn | Cao, ổn định |
| Độ đồng đều thành ống | Tốt, có sai lệch nhỏ tại mối hàn | Đồng đều trên toàn thân ống |
| Độ an toàn lâu dài | Phù hợp hệ thông thường | Phù hợp hệ yêu cầu cao |
| Giá thành | Thấp hơn | Cao hơn |
| Nguồn cung | Dễ mua, nhiều kích thước | Hạn chế hơn |
Từ bảng so sánh có thể thấy, ống hàn inox công nghiệp phù hợp với các hệ thống áp suất thấp đến trung bình, cần tối ưu chi phí và dễ thi công. Trong khi đó, ống đúc inox công nghiệp được ưu tiên cho các hệ thống áp suất cao, môi trường khắc nghiệt hoặc nơi yêu cầu độ an toàn và độ bền lâu dài. Việc lựa chọn sai giữa hai loại ống này không chỉ làm tăng chi phí đầu tư, mà còn tiềm ẩn rủi ro trong quá trình vận hành về sau. Do đó, so sánh và đánh giá đúng ngay từ đầu là bước rất quan trọng trước khi quyết định mua và lắp đặt.
5. Những sai lầm thường gặp khi chọn giữa ống hàn và ống đúc inox công nghiệp
Trong quá trình lựa chọn giữa ống hàn inox và ống đúc inox công nghiệp, nhiều sai lầm không đến từ thiếu kiến thức vật liệu, mà xuất phát từ cách tư duy và quy trình chọn ống chưa đúng. Những sai lầm này thường không gây sự cố ngay lập tức, nhưng lại tiềm ẩn rủi ro lớn khi hệ thống vận hành lâu dài.
| Sai lầm phổ biến | Biểu hiện thường gặp | Hệ quả tiềm ẩn trong vận hành |
|---|---|---|
| Chọn ống theo thói quen | Dùng lại loại ống của dự án cũ mà không đánh giá điều kiện mới | Ống không phù hợp áp lực thực tế, dễ xuống cấp sớm |
| Nhầm lẫn mác inox với độ an toàn | Chỉ quan tâm inox 304 hoặc 316 mà bỏ qua cấu trúc ống | Hệ thống vẫn tiềm ẩn rủi ro dù dùng inox tốt |
| Dùng cùng một loại ống cho toàn tuyến | Không phân biệt đoạn then chốt và đoạn phụ | Sự cố tại điểm quan trọng gây dừng hệ thống diện rộng |
| Ưu tiên giá mua ban đầu | Chọn ống rẻ hơn để giảm chi phí đầu tư | Chi phí sửa chữa, thay thế về sau cao hơn nhiều |
| Không tính đến chi phí dừng hệ thống | Chỉ nhìn chi phí vật tư, bỏ qua thời gian dừng máy | Mỗi lần sửa chữa gây thiệt hại lớn về vận hành |
| Mua ống không kiểm tra thông số | Chỉ xem đường kính và mác inox | Lắp đặt sai thiết kế, giảm tuổi thọ hệ thống |
Qua bảng trên có thể thấy, phần lớn các sai lầm đều xuất phát từ việc chọn ống theo cảm tính hoặc kinh nghiệm cũ thay vì dựa trên điều kiện vận hành thực tế. Khi nhận diện rõ những rủi ro này, người mua và kỹ sư có thể chủ động lựa chọn đúng loại ống ngay từ đầu, qua đó giảm thiểu chi phí phát sinh và sự cố trong quá trình vận hành.
6. Thông số kỹ thuật ống inox công nghiệp
6.1. Kích thước ống hàn inox công nghiệp
| Bảng kích thước ống inox hàn công nghiệp | |||
|---|---|---|---|
| DN | Inch | Phi (OD) mm | Độ dày (mm) |
| DN15 | 1/2″ | 21.30 | 2.0 |
| DN20 | 3/4″ | 26.70 | 2.0 |
| DN25 | 1″ | 33.40 | 2.0 2.5 |
| DN32 | 1 1/4″ | 42.26 | 2.0 2.5 |
| DN40 | 1 1/2″ | 48.16 | 2.0 2.5 |
| DN50 | 2″ | 60.33 | 2.0 2.5 |
| DN65 | 2 1/2″ | 76.03 | 2.0 3.0 |
| DN80 | 3″ | 88.90 | 2.0 3.0 |
| DN100 | 4″ | 114.30 | 2.0 3.0 |
| DN125 | 5″ | 141.03 | 2.0 3.0 |
| DN150 | 6″ | 168.28 | 2.0 3.0 |
| DN200 | 8″ | 219.08 | 3.0 |
6.2. Kích thước ống đúc inox công nghiệp
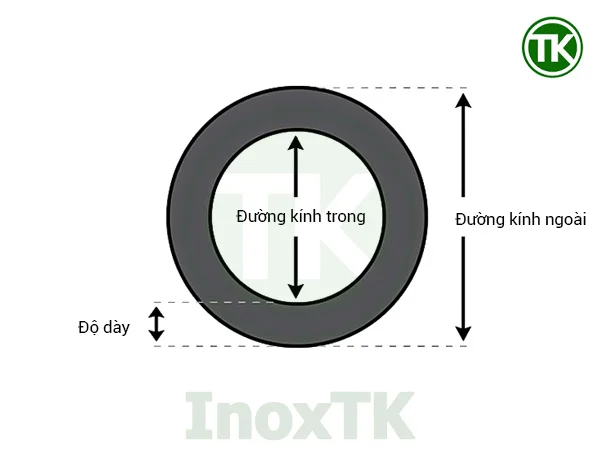
Bảng dưới đây cung cấp kích thước tiêu chuẩn của ống đúc inox công nghiệp theo danh nghĩa DN. Thông số bao gồm đường kính ngoài và độ dày thành ống, thường được sử dụng trong thiết kế, lựa chọn vật tư và thi công các hệ thống đường ống yêu cầu khả năng chịu áp cao và độ an toàn lâu dài.
| Danh nghĩa (DN) | Đường kính ngoài × Độ dày (mm) |
|---|---|
| DN8 | 13.7 × 1.65 |
| 13.7 × 2.44 | |
| 13.7 × 3.02 | |
| DN10 | 17.02 × 1.65 |
| 17.02 × 2.31 | |
| 17.02 × 3.20 | |
| DN15 | 21.3 × 2.11 |
| 21.3 × 2.77 | |
| 21.3 × 3.73 | |
| DN20 | 26.7 × 2.11 |
| 26.7 × 2.87 | |
| 26.7 × 3.91 | |
| DN25 | 33.4 × 2.77 |
| 33.4 × 3.38 | |
| 33.4 × 4.55 | |
| 33.4 × 6.35 | |
| DN32 | 42.2 × 2.77 |
| 42.2 × 3.56 | |
| 42.2 × 4.85 | |
| DN40 | 48.3 × 2.77 |
| 48.3 × 3.68 | |
| 48.3 × 5.08 | |
| DN50 | 60.3 × 2.77 |
| 60.3 × 3.91 | |
| 60.3 × 5.54 | |
| DN65 | 76 × 3.05 |
| 76 × 5.16 | |
| DN80 | 89 × 3.05 |
| 89 × 5.49 | |
| 89 × 7.62 | |
| DN100 | 114.3 × 3.05 |
| 114.3 × 6.02 | |
| DN125 | 141.3 × 3.40 |
| 141.3 × 6.55 | |
| DN150 | 168.3 × 3.40 |
| 168.3 × 7.11 | |
| DN200 | 219 × 7.76 |
| 219 × 8.18 |
6.3. Trọng lượng
Khối lượng ống inox là thông số quan trọng trong quá trình tính toán vật tư, vận chuyển và lập dự toán chi phí cho hệ thống đường ống công nghiệp. Dựa trên từng loại vật liệu inox và tỷ trọng tương ứng, khối lượng ống có thể được xác định theo công thức tiêu chuẩn được trình bày trong bảng dưới đây.
| Công thức tính khối lượng ống inox | ||
|---|---|---|
| Loại vật liệu | Tỷ trọng (g/cm³) | Công thức tính |
| SUS 304 / 304L | 7.93 | W = 0.02491 × t × (D − t) |
| SUS 316 / 316L | 7.98 | W = 0.02507 × t × (D − t) |
W: Là khối lượng, D: Là đường kính, t: Là độ dày ống
Ví dụ: Ống công nghiệp SCH10 inox 304: 114.30 *3.05
W= 0.02491*3.05*(114.30-3.05) ≈ 8.452 kg/mét
Trọng lượng của cây ống 60.33 *2.77 (dài 6m) = 3.972*6 = 50.714 kg
7. Câu hỏi thường gặp về ống hàn và ống đúc inox công nghiệp (FAQ)
Ống hàn inox có thể dùng thay ống đúc trong mọi trường hợp không?
Không. Ống hàn chỉ phù hợp với các hệ thống áp suất thấp đến trung bình. Trong các điều kiện áp suất cao hoặc môi trường làm việc khắc nghiệt, ống đúc vẫn là lựa chọn an toàn hơn.
Có phải cứ inox 316 là bắt buộc phải dùng ống đúc?
Không. Mác inox và cấu trúc ống là hai yếu tố khác nhau. Inox 316 có thể được sản xuất dưới dạng ống hàn hoặc ống đúc. Việc lựa chọn phụ thuộc vào điều kiện vận hành của hệ thống.
Có thể kết hợp ống hàn và ống đúc trong cùng một hệ thống không?
Hoàn toàn có thể. Trên thực tế, nhiều hệ thống sử dụng ống hàn cho các tuyến chính và ống đúc cho các đoạn then chốt để tối ưu chi phí mà vẫn đảm bảo an toàn.
Làm sao phân biệt nhanh ống hàn và ống đúc ngoài thực tế?
Ống hàn thường có đường mối hàn dọc trên thân ống, trong khi ống đúc không có mối hàn. Với các sản phẩm xử lý bề mặt tốt, cần kết hợp kiểm tra hồ sơ kỹ thuật để xác định chính xác.
8. Liên hệ mua ống inox công nghiệp tại Inox TK
Trong các hệ thống đường ống công nghiệp, việc lựa chọn đúng ống inox công nghiệp ngay từ đầu ảnh hưởng trực tiếp đến độ bền hệ thống, khả năng chịu áp, chống ăn mòn và chi phí vận hành lâu dài. Không chỉ cần đúng mác thép và tiêu chuẩn, ống inox còn phải đảm bảo nguồn gốc rõ ràng, thông số chính xác và khả năng cung ứng ổn định cho từng dự án.
INOX TK là đơn vị chuyên cung cấp ống inox công nghiệp phục vụ cho các hệ thống nước, hóa chất, hơi, khí nén và nhiều hạng mục công nghiệp khác. Inox TK định hướng làm việc theo giải pháp kỹ thuật, hỗ trợ khách hàng lựa chọn đúng loại ống phù hợp với điều kiện vận hành thực tế thay vì chỉ bán theo quy cách có sẵn.
Lợi thế khi mua ống inox công nghiệp tại Inox TK
- Chủng loại ống đa dạng, sẵn kho: Cung cấp đầy đủ ống inox hàn và ống inox đúc, nhiều đường kính, độ dày và tiêu chuẩn khác nhau, đáp ứng từ hệ thống nhỏ đến các dự án công nghiệp quy mô lớn.
- Tư vấn kỹ thuật đúng nhu cầu sử dụng: Hỗ trợ lựa chọn mác inox, độ dày và tiêu chuẩn ống phù hợp với môi trường làm việc, áp suất và nhiệt độ của từng hệ thống.
- Chất lượng đảm bảo, nguồn gốc rõ ràng: Sản phẩm được nhập khẩu trực tiếp, bề mặt ống ổn định, thông số đúng tiêu chuẩn và có đầy đủ chứng từ đi kèm theo yêu cầu.
- Khả năng cung ứng ổn định cho dự án: Đáp ứng tốt các đơn hàng số lượng lớn, giao hàng đúng tiến độ và hỗ trợ linh hoạt theo kế hoạch thi công của khách hàng.
Với kinh nghiệm cung ứng cho nhiều hệ thống và dự án công nghiệp, Inox TK không chỉ là nơi mua ống inox công nghiệp, mà còn là đối tác hỗ trợ kỹ thuật giúp hệ thống vận hành ổn định, an toàn và tối ưu chi phí trong dài hạn.
THÔNG TIN LIÊN HỆ:
- SĐT: 088.666.4291 (Ưu tiên liên hệ qua Zalo)
- SĐT: 088.666.2480 (Ưu tiên liên hệ qua Zalo)
