
Tin tức
Nguyên tắc xông khí khi hàn TIG ống inox
Hàn TIG là phương pháp cho mối hàn đẹp và dễ kiểm soát trên ống inox. Tuy nhiên, để mối hàn thực sự đạt chất lượng, chỉ bảo vệ hồ quang ở phía ngoài là chưa đủ. Phần chân hàn ở mặt trong ống cũng cần được bảo vệ khỏi oxy trong quá trình nung nóng. Đó là lý do xông khí luôn đi cùng hàn TIG khi gia công ống inox, đặc biệt ở những mối hàn yêu cầu bề mặt trong sạch, ít oxy hóa và ổn định lâu dài.
Vậy xông khí như thế nào thì là đạt chuẩn? Hãy cùng Inox TK tìm hiểu kỹ hơn về những nguyên tắc khi thực hiện xông khí khi hàn TIG ống inox nhé.
1. Xông khí khi hàn TIG ống inox là gì?
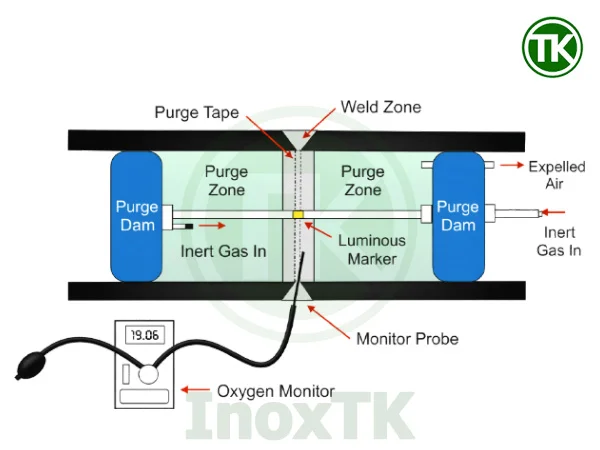
Xông khí khi hàn TIG ống inox là quá trình cấp khí bảo vệ vào bên trong lòng ống inox tại khu vực hàn để đẩy không khí ra ngoài và giảm lượng oxy còn lại ở mặt trong chân hàn. Mục tiêu của thao tác này là tạo ra môi trường bảo vệ cho mặt sau của mối hàn trong lúc kim loại bị nung nóng.
Có nhiều người vẫn bị nhầm lẫn giữa xông khí với khí bảo vệ ở đầu mỏ hàn vì chúng gần gần giống nhau. Tuy nhiên, cần phân biệt rõ ràng rằng khí ở đầu mỏ hàn có nhiệm vụ bảo vệ hồ quang, điện cực và vũng chảy ở mặt ngoài. Trong khi đó, khí xông bên trong ống bảo vệ phần chân hàn, tức vùng kim loại phía sau đường hàn mà khí ngoài không che chắn được.
Với ống inox, xông khí giúp hạn chế hiện tượng oxy hóa ở mặt trong mối hàn. Khi vùng này được bảo vệ đúng cách, chân hàn sẽ sạch hơn, ít đổi màu hơn và giữ được trạng thái bề mặt tốt hơn sau khi hàn.
2. Vì sao xông khí quyết định chất lượng chân mối hàn inox?
Khi hàn TIG ống inox, mặt ngoài mối hàn được khí từ mỏ hàn bảo vệ, nhưng mặt trong chân hàn thì không. Nếu không xông khí, mặt trong này vẫn tiếp xúc với không khí khi nhiệt độ tăng cao. Oxy trong lòng ống sẽ phản ứng với bề mặt inox đang nóng và tạo ra hiện tượng oxy hóa ở chân hàn.
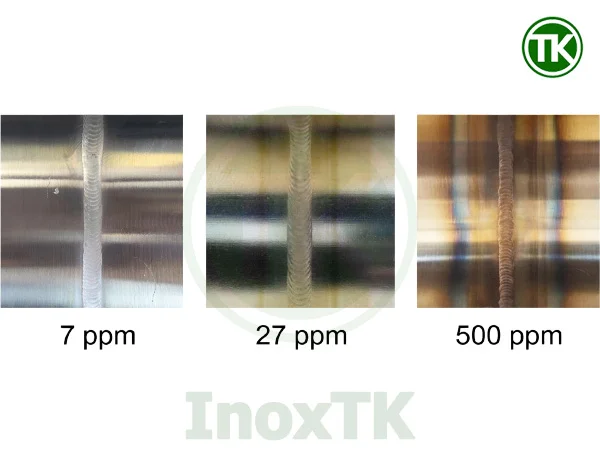
Biểu hiện dễ thấy nhất là chân hàn bị đổi màu. Mức oxy hóa càng cao thì màu càng đậm, bề mặt càng thô và khả năng xuất hiện lớp oxit càng rõ. Nếu nặng hơn, chân hàn có thể bị sần, cháy đường và không còn giữ được độ ổn định bề mặt như yêu cầu ban đầu.
Điểm quan trọng là chất lượng chân hàn không chỉ liên quan đến hình thức. Khi mặt trong bị oxy hóa mạnh, trạng thái bề mặt của inox cũng bị ảnh hưởng, từ đó tác động đến độ sạch, độ ổn định và khả năng chống ăn mòn của mối hàn sau này.
Vì vậy, xông khí không chỉ là bước hỗ trợ trong quá trình hàn TIG ống inox. Đây là điều kiện trực tiếp quyết định chân hàn có sạch hay không, có ít oxy hóa hay không và có giữ được chất lượng làm việc đúng với đặc tính của inox hay không, nhất là đối với loại ống inox vi sinh.
3. Những nguyên tắc cốt lõi khi xông khí hàn TIG ống inox
Xông khí hàn TIG muốn hiệu quả không phải cứ thể đưa khí vào là được mà cần thực hiện dựa trên những nguyên tắc cốt lõi nhất định. Với hàn TIG ống inox, điều quan trọng là phải tạo được môi trường bảo vệ ổn định ở mặt trong chân hàn trước, trong và ngay sau khi hàn. Dưới đây là những nguyên tắc cốt lõi cần nắm rõ nếu muốn chân hàn sạch, ít oxy hóa và giữ được chất lượng đúng với yêu cầu của vật liệu inox.
3.1 Phải xông khí trước khi châm hồ quang
Khí xông cần được cấp vào bên trong ống trước khi bắt đầu hàn để đẩy không khí ra khỏi khu vực chân hàn. Nếu vừa cấp khí vừa hàn ngay, bên trong ống vẫn còn oxy và chân hàn vẫn có thể bị oxy hóa ngay từ những giây đầu tiên. Đây là lý do nhiều mối hàn bị cháy màu từ đầu đường hàn dù người thợ vẫn có xông khí.
Nói đơn giản, xông khí là bước chuẩn bị bắt buộc trước khi hồ quang xuất hiện. Khi môi trường trong ống chưa ổn định mà đã hàn, phần chân hàn sẽ là nơi chịu ảnh hưởng đầu tiên.
3.2 Vùng xông khí phải đủ kín nhưng vẫn có đường thoát khí hợp lý
Muốn khí bảo vệ phát huy tác dụng, khu vực xông khí phải được giới hạn đủ kín để không khí bên ngoài khó lọt vào. Nếu bị hở nhiều, oxy sẽ tiếp tục đi vào vùng chân hàn và làm giảm hiệu quả bảo vệ. Khi đó dù vẫn cấp khí liên tục, chất lượng chân hàn cũng không ổn định.
Tuy nhiên, kín không có nghĩa là bịt hoàn toàn. Khí đưa vào bên trong ống vẫn cần có đường thoát ra hợp lý. Nếu không có lối thoát, dòng khí bên trong dễ bị dồn, tạo rối hoặc làm môi trường purge thiếu ổn định. Cách làm đúng là tạo một buồng xông tương đối kín nhưng vẫn có lối thoát khí để quá trình thay thế không khí diễn ra tự nhiên và đều hơn.
3.3 Dòng khí phải ổn định, không được tạo xoáy trong lòng ống
Nhiều người nghĩ rằng tăng lưu lượng khí thật lớn sẽ giúp xông nhanh hơn và an toàn hơn. Thực tế không phải lúc nào cũng như vậy. Nếu khí vào quá mạnh, dòng khí trong ống có thể bị xoáy hoặc rối, làm không khí còn lại bên trong trộn lẫn trở lại với khí bảo vệ. Kết quả là chân hàn vẫn tiếp xúc với oxy dù lượng khí dùng khá nhiều.
Xông khí hiệu quả là xông theo hướng ổn định, đều và có kiểm soát. Mục tiêu là thay dần không khí trong vùng hàn bằng khí bảo vệ, chứ không phải tạo áp lực khí thật lớn trong lòng ống. Vì vậy, lưu lượng khí luôn cần chọn ở mức phù hợp với kích thước ống, thể tích vùng xông và cách bố trí đầu cấp khí.
3.4 Thể tích vùng xông phải gọn để tăng hiệu quả bảo vệ
Vùng xông càng lớn thì lượng không khí cần đẩy ra càng nhiều, thời gian chờ càng lâu và lượng khí tiêu thụ cũng tăng lên. Ngược lại, nếu chỉ giới hạn khí xông trong một đoạn đủ gần với vị trí hàn, việc kiểm soát môi trường bên trong sẽ dễ hơn nhiều.
Đó là lý do trong thực tế, người ta thường tìm cách thu nhỏ buồng xông thay vì để khí chạy trong cả đoạn ống dài. Khi thể tích vùng xông gọn hơn, khí bảo vệ sẽ nhanh chiếm chỗ hơn, thời gian chuẩn bị ngắn hơn và hiệu quả bảo vệ chân hàn cũng ổn định hơn.
3.5 Khí xông phải được duy trì từ trước khi hàn đến khi chân hàn nguội
Một lỗi khá thường gặp là chỉ xông khí đến lúc bắt đầu hàn, sau đó giảm hoặc ngắt khí quá sớm. Trong khi đó, sau khi hồ quang đi qua, chân hàn vẫn còn ở nhiệt độ cao và vẫn có thể bị oxy hóa nếu mất lớp khí bảo vệ. Điều này khiến một số mối hàn nhìn có vẻ ổn ở đầu đường hàn nhưng về sau lại xuất hiện màu cháy hoặc bề mặt không đều.
Vì vậy, khí xông cần được duy trì liên tục trong suốt quá trình hàn và thêm một khoảng thời gian ngắn sau khi kết thúc để chân hàn nguội bớt. Chỉ khi vùng kim loại không còn quá nóng, nguy cơ oxy hóa mới giảm xuống rõ rệt.
3.6 Mép hàn sạch và fit-up chuẩn là điều kiện để xông khí phát huy hiệu quả
Xông khí chỉ bảo vệ được môi trường bên trong ống, nhưng nó không thể bù cho những lỗi chuẩn bị vật liệu. Nếu mép hàn còn dầu mỡ, bụi bẩn, hơi ẩm hoặc lớp oxit bám sẵn, chất lượng chân hàn vẫn bị ảnh hưởng dù quá trình purge được thực hiện đúng. Bề mặt mép hàn càng sạch thì quá trình nóng chảy và bảo vệ càng ổn định.
Bên cạnh đó, độ fit-up giữa hai đầu ống cũng rất quan trọng. Nếu lắp ghép lệch mép, khe hở không đều hoặc tack weld không ổn định, chân hàn sẽ khó đẹp và môi trường xông khí cũng khó giữ ổn định như mong muốn. Muốn chân hàn sạch và đều, cần xem xông khí, làm sạch mép hàn và lắp ghép đúng chuẩn là ba điều phải đi cùng nhau.

4. Những lỗi thường gặp khi xông khí hàn TIG ống inox
Dù đã có khí xông, chân mối hàn inox vẫn có thể bị đổi màu, sần hoặc oxy hóa nếu quá trình tổ chức purge không đúng. Phần lớn lỗi không nằm ở vật liệu inox mà nằm ở cách chuẩn bị, cách cấp khí và cách duy trì môi trường bảo vệ trong lúc hàn. Nắm được những lỗi thường gặp sẽ giúp tránh mất thời gian sửa mối hàn và giảm rủi ro chất lượng ngay từ đầu.
- Xông khí chưa đủ đã bắt đầu hàn: Đây là lỗi rất phổ biến. Khí vừa được cấp vào nhưng bên trong ống vẫn còn lượng không khí đáng kể. Nếu châm hồ quang quá sớm, chân hàn sẽ tiếp xúc với oxy ngay từ đầu và dễ bị cháy màu hoặc oxy hóa cục bộ.
- Cấp khí quá mạnh làm dòng khí bị rối: Nhiều người nghĩ tăng lưu lượng lớn sẽ an toàn hơn, nhưng khí vào quá mạnh có thể tạo xoáy trong lòng ống. Khi đó khí bảo vệ không thay thế không khí một cách ổn định mà lại làm trộn lẫn cả hai, khiến hiệu quả xông khí giảm đi.
- Buồng xông không đủ kín: Nếu hai đầu vùng xông bị hở nhiều hoặc cách bịt không ổn định, không khí bên ngoài sẽ tiếp tục lọt vào trong quá trình hàn. Khí xông khi đó phải vừa đẩy oxy cũ ra ngoài vừa chống oxy mới lọt vào, làm môi trường bên trong rất khó ổn định.
- Không có đường thoát khí hợp lý: Chỉ cấp khí vào mà không tổ chức đường thoát phù hợp sẽ khiến khí trong ống lưu thông không đều. Điều này làm quá trình thay thế không khí diễn ra chậm, thậm chí có thể tạo vùng khí rối ngay tại vị trí cần bảo vệ.
- Tắt khí quá sớm khi mối hàn còn nóng: Sau khi hồ quang dừng, chân hàn vẫn còn ở nhiệt độ cao. Nếu ngắt khí ngay, phần kim loại này vẫn có thể bị oxy hóa thêm. Đây là lý do có những mối hàn ban đầu nhìn ổn nhưng sau đó mặt trong lại xuất hiện màu cháy hoặc bề mặt không đều.
- Mép hàn bẩn hoặc còn hơi ẩm: Xông khí không thể bù cho việc chuẩn bị bề mặt kém. Nếu mép ống còn dầu, bụi, nước hoặc lớp oxit cũ, chất lượng chân hàn vẫn giảm dù việc purge được thực hiện đúng trình tự.
- Fit-up không chuẩn: Hai đầu ống lắp ghép lệch, khe hở không đều hoặc không ổn định sẽ làm chân hàn khó đẹp và khó bảo vệ đồng đều. Trong trường hợp này, dù có cấp khí đúng, chất lượng mặt trong vẫn khó đạt như mong muốn.
- Dùng một cách xông khí cho mọi trường hợp: Mỗi cỡ ống, mỗi chiều dài vùng xông và mỗi yêu cầu chất lượng sẽ cần cách tổ chức khác nhau. Nếu áp dụng máy móc một kiểu cho tất cả, hiệu quả sẽ không đồng đều và chất lượng mối hàn cũng khó ổn định.

5. Kinh nghiệm tối ưu khi xông khí hàn TIG ống inox
Xông khí đúng nguyên tắc là điều kiện cần, nhưng để quá trình hàn ổn định hơn trong thực tế thì vẫn cần thêm kinh nghiệm tổ chức thao tác cho phù hợp với từng trường hợp. Cùng là hàn TIG ống inox nhưng ống nhỏ, ống lớn, mối hàn ngắn hay mối hàn yêu cầu chất lượng cao sẽ không thể áp dụng hoàn toàn giống nhau. Khi hiểu rõ đặc điểm của từng tình huống, việc xông khí sẽ dễ kiểm soát hơn và chất lượng chân hàn cũng ổn định hơn.
- Nên ưu tiên buồng xông gọn: Khi khu vực xông khí không lớn thì khí bảo vệ sẽ nhanh chiếm chỗ hơn và thời gian chờ cũng ngắn hơn. Càng thu gọn đúng khu vực thì càng dễ đạt môi trường ổn định và giảm lãng phí khí.
- Nên có thiết bị đo oxy tại đầu ra dòng khí: Điều này giúp kiểm soát tốt môi trường bên trong để quá trình hàn TIG ống inox đạt hiệu quả tốt nhất.
- Giữ thao tác hàn ổn định để purge phát huy hiệu quả: Xông khí tốt nhưng thao tác hàn không đều, tốc độ di chuyển thay đổi nhiều hoặc nhiệt đầu vào quá thất thường thì chân hàn vẫn khó đẹp, nhất là với những loại ống inox công nghiệp có thành dày. Muốn mặt trong ổn định, khí bảo vệ và kỹ thuật hàn phải hỗ trợ lẫn nhau chứ không thể tách rời.
- Làm tốt khâu xông khí sẽ giảm công xử lý sau hàn: Khi chân hàn sạch hơn và ít oxy hóa hơn, việc làm sạch sau hàn sẽ nhẹ hơn, nguy cơ phải sửa lại mối hàn cũng giảm đi. Điều này đặc biệt có ý nghĩa với các hệ thống nhiều mối nối, vì chỉ cần một khâu purge làm không tốt là cả tiến độ và chi phí xử lý sau đó đều bị ảnh hưởng.
- Ưu tiên sự ổn định hơn là làm nhanh: Trong hàn TIG ống inox, xông khí làm đúng ngay từ đầu thường hiệu quả hơn nhiều so với làm nhanh rồi sửa lỗi về sau. Khi vùng khí bảo vệ được tạo ổn định, người thợ cũng chủ động hơn trong quá trình thao tác và chất lượng mối hàn thường đồng đều hơn giữa các vị trí.
6. FAQ – Những câu hỏi thường gặp
Hàn TIG ống inox không xông khí có được không? Vẫn có những trường hợp người ta hàn mà không xông khí, nhưng nếu xét theo yêu cầu chất lượng chân hàn thì đây không phải cách làm tối ưu. Khi không có khí bảo vệ ở mặt trong, chân hàn rất dễ bị oxy hóa khi nhiệt độ tăng cao, từ đó làm bề mặt đổi màu, thô hơn và giảm độ ổn định sau hàn.
Vì sao bên ngoài mối hàn đẹp nhưng mặt trong vẫn bị cháy? Vì khí ở đầu mỏ hàn chỉ bảo vệ phần bên ngoài của mối hàn, còn mặt trong chân hàn lại là vùng khác. Nếu mặt trong không được xông khí đúng cách, phần này vẫn tiếp xúc với oxy trong lúc nóng và vẫn có thể bị cháy màu dù bề mặt ngoài nhìn khá đẹp.
Xông khí bằng argon có phải luôn là lựa chọn phù hợp nhất không? Trong phần lớn trường hợp hàn TIG ống inox, argon vẫn là lựa chọn phổ biến và phù hợp nhất vì đây là khí trơ, dễ dùng và cho hiệu quả ổn định.
Thời gian xông khí bao lâu thì đủ? Không có một con số cố định áp dụng cho mọi trường hợp. Thời gian xông phụ thuộc vào đường kính ống, chiều dài vùng xông, độ kín của buồng purge, lưu lượng khí và cách bố trí đường thoát. Cùng một mức thời gian nhưng nếu thể tích vùng xông khác nhau thì hiệu quả cũng khác nhau.
Vì sao đã xông khí nhưng chân hàn vẫn đổi màu? Có nhiều nguyên nhân dẫn đến tình trạng này như xông chưa đủ thời gian, buồng xông bị hở, khí cấp quá mạnh gây rối, tắt khí quá sớm hoặc mép hàn chưa sạch. Nói cách khác, có xông khí chưa chắc đã đủ, mà phải xông đúng cách thì chân hàn mới được bảo vệ hiệu quả.
Đình Hưng Inox TK
Tôi là Đình Hưng - Những thông tin các bạn đã, đang hoặc sẽ đọc là kiến thức mà tôi có được từ trực tiếp nhà máy sản xuất cung cấp, từ những chia sẻ của quý khách hàng về sản phẩm và của cá nhân tôi với gần 5 năm hoạt động trong lĩnh vực vật tư đường ống inox. Hy vọng những thông tin này sẽ giúp các bạn hiểu hơn và có cái nhìn đa chiều hơn về các sản phẩm cũng như nghành hàng này.