
Hotline 088.666.3566
-11%











Côn thu clamp
Giá gốc là: 45.000 ₫.40.000 ₫Giá hiện tại là: 40.000 ₫.
Dưới đây là thông số kỹ thuật côn thu clamp inox vi sinh theo dạng dùng phổ biến trên thị trường. Khi lên đơn hàng, nên chốt đúng tiêu chuẩn DIN SMS 3A và cặp size đầu lớn đầu nhỏ để tránh nhầm.
- Tên sản phẩm: Côn thu clamp inox vi sinh (Clamp reducer)
- Kiểu: Đồng tâm hoặc lệch tâm
- Vật liệu: Inox 304, Inox 316, Inox 316L
- Kết nối: Clamp 2 đầu (Ferrule clamp)
- Tiêu chuẩn: DIN, SMS, 3A (chọn theo hệ đang sử dụng)
- Kích thước: Theo cặp đầu lớn đầu nhỏ, phổ biến từ Ø19 đến Ø114 (tùy tiêu chuẩn)
- Gioăng phù hợp: EPDM, Silicone, PTFE, Viton (chọn theo môi chất và nhiệt CIP)
- Bề mặt hoàn thiện: Trong và ngoài đánh bóng, ưu tiên bề mặt trong mượt để hạn chế bám cặn
- Áp suất làm việc: Thông dụng 10 bar ở điều kiện tiêu chuẩn (phụ thuộc độ dày và thiết kế line)
- Nhiệt độ làm việc: Phụ thuộc vật liệu gioăng, thông dụng -10 đến 150°C (EPDM Silicone), PTFE có thể cao hơn tùy cấu hình
- Môi trường làm việc: Nước, dung dịch vệ sinh CIP, hơi nóng SIP, và các môi chất lỏng trong hệ vi sinh
- Xuất xứ: Trung Quốc
Còn hàng
MỤC LỤC
Hiển thị
Trong hệ thống đường ống inox vi sinh, việc đổi kích thước ống gần như là chuyện chắc chắn sẽ gặp, nhất là khi đi qua bơm, lọc, tank hoặc các cụm thiết bị có cổng vào ra theo size riêng. Nếu xử lý đổi size không đúng chuẩn, lỗi thường không nằm ở việc không lắp được, mà nằm ở các vấn đề khó chịu hơn như kẹp clamp tưởng chặt nhưng vẫn rỉ, gioăng nhanh biến dạng, hoặc vùng chuyển tiếp tạo điểm chết khiến vệ sinh CIP không đạt như mong muốn. Chính vì vậy, côn thu clamp được xem là một phụ kiện nhỏ nhưng ảnh hưởng lớn đến độ ổn định, độ sạch và tính đồng bộ của cả line vi sinh.
1. Côn thu clamp là gì? Dùng để làm gì trong đường ống vi sinh?
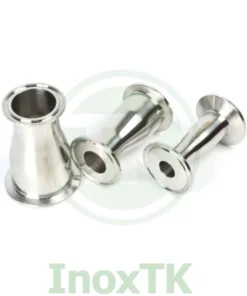
Côn thu clamp là phụ kiện dùng để nối hai đoạn ống vi sinh có đường kính khác nhau bằng kết nối clamp ở hai đầu. Về hình thức, nó giống một đoạn chuyển tiếp hình côn, nhưng giá trị thật của nó nằm ở việc giúp hệ thống đổi size mà vẫn giữ được triết lý lắp đặt của đường ống vi sinh, tháo lắp nhanh, kiểm tra dễ, vệ sinh thuận tiện và hạn chế tối đa các điểm bám cặn.
Trong thực tế, côn thu clamp thường xuất hiện ở các vị trí giao thoa giữa đường ống và thiết bị. Ví dụ, line chính chạy size lớn để đảm bảo lưu lượng, nhưng khi đi vào bơm hoặc cụm lọc lại phải về size nhỏ hơn theo tiêu chuẩn cổng kết nối. Khi đó, côn thu clamp đóng vai trò như một khớp chuyển đổi kích thước có kiểm soát, giúp lắp ráp đồng bộ mà không phải cắt hàn hoặc chế cháo giải pháp tạm bợ. Nếu chọn đúng chuẩn, điểm nối vừa kín, vừa đẹp, lại dễ tháo ra để thay gioăng hoặc vệ sinh.
Một điểm quan trọng khác là côn thu clamp không chỉ đổi cỡ, mà còn tác động trực tiếp đến khả năng vệ sinh của vùng chuyển tiếp. Đoạn thu là nơi dòng chảy thay đổi tiết diện, dễ phát sinh vùng xoáy và vùng lưu lại nếu gia công thô hoặc chọn sai kiểu. Trong hệ vi sinh, chỉ cần một bậc nhỏ, một mép chuyển tiếp không mượt hoặc sai chuẩn ferrule là có thể tạo điểm bám cặn. Vì vậy, người mua kỹ thuật thường không chỉ hỏi DN bao nhiêu, mà sẽ phải chốt thêm tiêu chuẩn clamp của cả hệ (DIN, SMS, 3A), xác định đúng cách hiểu về size, và cân nhắc kiểu côn thu phù hợp với vị trí lắp để tránh bẫy khí hoặc đọng dịch trên line ngang.
2. Cấu tạo bộ côn thu clamp chuẩn vi sinh và nguyên lý làm kín
Côn thu clamp thực tế không chỉ là một đoạn côn. Nó là một cụm gồm phần thân chuyển cỡ và hai đầu ferrule clamp để kẹp, làm kín bằng gioăng. Hiểu đúng từng chi tiết dưới đây là bạn sẽ biết ngay vì sao có cái lắp phát kín luôn, có cái siết mãi vẫn rỉ.
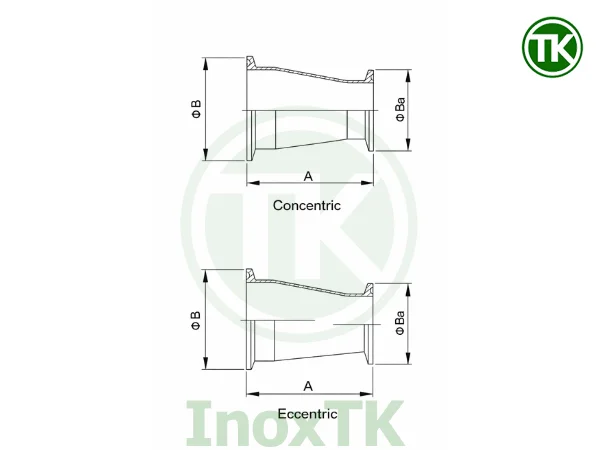
- Thân côn thu (phần đổi tiết diện): Dạng côn thu đồng tâm như ảnh, thu đều từ đầu lớn về đầu nhỏ. Yêu cầu quan trọng nhất là lòng trong phải mượt, không có bậc, không có gờ sắc ở vùng chuyển tiếp vì đây là nơi dễ bám cặn và CIP khó quét sạch nhất.
- Ferrule clamp đầu lớn: Là miệng clamp lớn có gờ ngoài để kẹp ôm. Mặt tỳ tại miệng ferrule phải phẳng và sạch vì đây là mặt ép gioăng. Chỉ cần xước sâu hoặc ba via là rò đúng chỗ đó dù kẹp có siết rất chặt.
- Ferrule clamp đầu nhỏ: Cấu tạo giống đầu lớn nhưng theo size nhỏ. Điểm hay lỗi là ferrule bị méo nhẹ hoặc gờ không đều khiến kẹp kéo lệch, làm gioăng ép không đều và rỉ nhẹ dai dẳng.
- Gờ ferrule (phần ăn kẹp): Là vành bo nổi quanh miệng ferrule. Gờ phải tròn đều, không mẻ, không dập. Gờ lỗi thì kẹp không ôm chuẩn, lực ép quanh chu vi không đều, dẫn đến xì.
- Gioăng clamp (chi tiết làm kín): Đặt giữa hai mặt ferrule. Gioăng phải đúng tiêu chuẩn và đúng profile với hệ clamp đang dùng. Sai gioăng thì vẫn lắp được nhưng rất dễ rò khi nóng lên hoặc sau vài lần CIP.
- Kẹp clamp (chi tiết tạo lực ép): Kẹp ôm gờ ferrule và tạo lực kéo ép hai mặt ferrule lại. Kẹp chuẩn sẽ ép đều, kẹp cong hoặc sai size sẽ ép lệch khiến một bên gioăng bị bóp, bên kia thiếu lực và rò.
- Nguyên lý làm kín: Kẹp siết kéo hai ferrule áp sát, gioăng bị ép biến dạng vừa đủ để bịt kín khe. Clamp kín nhờ mặt ferrule, gioăng và lực ép đều, không phải kín nhờ siết càng chặt càng tốt.
3. Phân loại côn thu clamp inox vi sinh
Có 2 loại côn thu clamp inox vi sinh là đồng tâm và lệch tâm. Hai loại này khác nhau chủ yếu ở vị trí tâm của hai đầu nối clamp, từ đó quyết định cách đoạn thu ăn vào dòng chảy và khả năng hạn chế giữ khí, giữ dịch tại vùng chuyển tiếp.
3.1. Côn thu clamp vi sinh đồng tâm
Côn thu clamp vi sinh đồng tâm đúng như tên gọi, tâm của 2 đầu nối clamp nằm trên cùng một trục đường thẳng. Khi quan sát bằng mắt thường, bạn sẽ thấy đoạn côn thu nhỏ lại một cách cân đối, đầu lớn thu đều về đầu nhỏ quanh trục giữa. Nhờ hình dạng đối xứng, loại đồng tâm thường được xem là lựa chọn phổ biến vì dễ lắp, dễ thay và ít gây nhầm khi thi công, gần như không phải canh hướng lắp đặt.
Trong vận hành, côn thu clamp đồng tâm phù hợp ở những vị trí đổi size thông thường, đặc biệt là các đoạn đường ống đứng hoặc các đoạn line mà dòng chảy ổn định và ít phát sinh túi khí. Khi hệ thống luôn đầy ống, đồng tâm cho dòng chảy tương đối cân bằng, đoạn chuyển tiếp gọn và ít phát sinh vấn đề. Tuy nhiên nếu đưa đồng tâm lên đường ống ngang ở các vị trí nhạy, có thể xuất hiện vùng lưu nhẹ ở phía trên đoạn thu tuỳ điều kiện vận hành, vì vậy ở những line yêu cầu kiểm soát điểm chết cao thì kỹ sư thường cân nhắc loại lệch tâm.

3.2. Côn thu clamp vi sinh lệch tâm
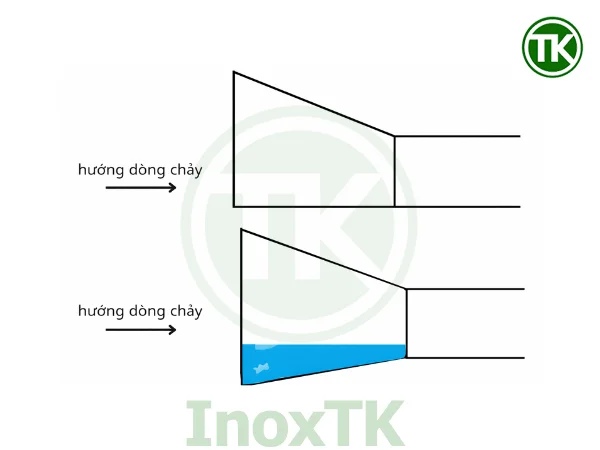
Côn thu clamp vi sinh lệch tâm có cấu trúc ngược lại, đầu nối clamp nhỏ sẽ lệch về một bên so với đầu nối clamp lớn, nên tâm của 2 đầu nối không nằm trên cùng một trục đường thẳng. Khi đặt lên mặt phẳng, bạn sẽ nhận ra một phía của thân côn có xu hướng tạo thành đường tương đối phẳng hơn. Chính đặc điểm hình học này khiến côn thu lệch tâm được dùng để xử lý các điểm đổi size trên đường ống ngang, nơi dễ hình thành túi khí hoặc túi đọng dịch nếu chọn sai kiểu côn.
Trong thực tế, côn thu clamp lệch tâm thường được ưu tiên ở các đoạn cần thoát khí, thoát dịch tốt hơn và muốn hạn chế vùng lưu tại đoạn chuyển tiếp, từ đó hỗ trợ vệ sinh CIP ổn định hơn. Điểm quan trọng nhất khi dùng lệch tâm là phải lắp đúng hướng theo mục tiêu kỹ thuật của line. Nếu lắp sai hướng, hiệu quả giảm điểm chết có thể mất đi, thậm chí làm vùng đọng xuất hiện rõ hơn ở đoạn đổi tiết diện.

4. Khi nào nên dùng côn thu đồng tâm, khi nào nên dùng côn thu lệch tâm?
Chọn côn thu không chỉ là chọn đúng kích thước, mà là chọn sao cho tuyến ống không bị giữ khí và không đọng dịch tại điểm chuyển từ ống lớn về ống nhỏ. Nếu chọn sai, đoạn chuyển tiết diện dễ trở thành điểm tồn lưu, khiến xả rửa khó thoát sạch và vận hành kém ổn định.
4.1 Côn thu đồng tâm nên dùng khi nào?
Côn thu đồng tâm có trục tâm hai đầu trùng nhau, hình dạng đối xứng nên dòng chảy đi thẳng theo trục ống. Vì vậy, loại này hợp nhất khi tuyến ống đứng hoặc khi đoạn chuyển size cần giữ tuyến thẳng trục để thi công gọn và ít rủi ro lắp sai hướng. Với các đoạn chuyển size thông thường không quá nhạy về tồn lưu, dùng đồng tâm sẽ dễ kiểm soát chất lượng lắp đặt.
4.2 Côn thu lệch tâm nên dùng khi nào?
Côn thu lệch tâm có một mặt phẳng giúp chủ động hướng lắp, nên đặc biệt phù hợp cho tuyến ống nằm ngang. Trên ống ngang, nếu dùng côn thu đồng tâm, đáy đoạn thu dễ tạo vùng trũng khiến dung dịch đọng lại khi lưu lượng thấp hoặc dừng hệ. Côn thu lệch tâm giúp giảm nguy cơ đọng dịch, đồng thời lắp đúng hướng còn hạn chế bẫy khí tại điểm chuyển tiết diện, nhờ đó tuyến dễ xả sạch và ổn định hơn.
Lưu ý: Ống đứng thường chọn côn thu đồng tâm. Ốg nằm ngang hạn chế đọng dịch hoặc giữ khí thì ưu tiên nên dùng côn thu lệch tâm.
5. Tiêu chuẩn côn thu clamp phổ biến và lỗi hay gặp khi chọn sai chuẩn
Côn thu clamp là phụ kiện vi sinh nhìn thì giống nhau, nhưng chỉ cần lệch tiêu chuẩn là lắp vào sẽ phát sinh lỗi ngay. Nhẹ thì kẹp không ôm hết gờ ferrule, nặng thì không kẹp được hoặc kẹp được nhưng rò kiểu rỉ nhẹ rất khó chịu. Vì vậy trước khi chốt size đầu lớn đầu nhỏ, phần quan trọng nhất là phải xác định đúng tiêu chuẩn clamp đang dùng trong hệ thống.
- DIN (DIN 11850, DIN 11851, DIN 32676): Đây là nhóm tiêu chuẩn phổ biến trong hệ vi sinh theo chuẩn châu Âu và xuất hiện rất nhiều ở nhà máy tại Việt Nam. Khi đi kèm kẹp và gioăng đúng DIN thì mối nối kín và ổn định. Nếu lấy côn thu clamp DIN đem lắp vào hệ SMS hoặc 3A, thường gặp tình trạng nhìn có vẻ vừa nhưng kẹp không kéo đều và dễ rò khi vận hành nóng.
- SMS: Đây là tiêu chuẩn hay gặp trong các line vi sinh hoặc các cụm thiết bị nhập theo chuẩn Bắc Âu. SMS có quy ước riêng về kích thước ống và ferrule, nên size nhìn tương tự DIN nhưng thực tế không đồng bộ. Lỗi phổ biến là chỉ chốt DN hoặc Ø ống mà không chốt tiêu chuẩn, đến khi lắp mới phát hiện kẹp không đúng hoặc gioăng không ép chuẩn mặt tỳ.
- 3A: Thường xuất hiện ở các hệ vi sinh yêu cầu cao hoặc thiết bị nhập theo chuẩn Mỹ. Điểm khác nằm ở quy ước inch và cấu hình ferrule theo hệ 3A. Nếu hệ đang dùng 3A mà lắp phụ kiện DIN hoặc SMS, khả năng cao sẽ gặp lỗi kẹp không chuẩn hoặc gioăng không đúng profile, dẫn đến xì khi tăng nhiệt độ.
- ISO và các biến thể theo nhà sản xuất: Cũng xuất hiện trên thị trường, đặc biệt ở các line kết hợp nhiều thiết bị từ nhiều nguồn. Trường hợp này dễ gặp tình trạng mỗi đoạn dùng một kiểu ferrule khác nhau, khiến việc thay thế phụ kiện như côn thu clamp trở nên rủi ro nếu không đối chiếu đúng tiêu chuẩn.
Vấn đề khiến nhiều người nhầm nhất là cách gọi size trong vi sinh. Có nơi gọi theo DN, có nơi gọi theo Ø ngoài ống, có nơi gọi theo inch, và có nơi lại gọi theo size clamp. Khi chưa chốt tiêu chuẩn, các cách gọi này rất dễ làm bạn đặt nhầm côn thu. Vì vậy khi mua côn thu clamp, cách an toàn nhất là chốt theo bộ thông tin gồm tiêu chuẩn hệ clamp, size đầu lớn và size đầu nhỏ theo cùng tiêu chuẩn, và nếu cần thì đối chiếu thêm ferrule đang sử dụng tại hiện trường để tránh nhầm.
6. Vật liệu inox cho côn thu clamp và ảnh hưởng đến độ bền, vệ sinh của hệ vi sinh
Côn thu clamp là điểm đổi tiết diện nên vừa chịu tác động dòng chảy, vừa chịu hoá chất và nhiệt độ vệ sinh. Chọn đúng mác inox sẽ giúp bề mặt ổn định, ít ố, ít rỗ, từ đó giảm bám cặn và giữ vệ sinh dễ hơn trong quá trình CIP. Về mặt kỹ thuật, khác biệt giữa 304 và 316L nằm ở thành phần hợp kim, đặc biệt là nguyên tố tạo khả năng chống ăn mòn.
6.1. Côn thu clamp inox 304
Inox 304 là lựa chọn phổ biến cho line vi sinh tiêu chuẩn vì dễ mua và chi phí hợp lý. Về thành phần, 304 nổi bật ở hàm lượng Crom khoảng 18–20% và Niken khoảng 8–10.5%. Chromium tạo lớp màng thụ động chống gỉ trên bề mặt, còn Nickel giúp tăng độ ổn định cấu trúc và cải thiện khả năng chống ăn mòn trong môi trường thông thường.
Trong ứng dụng thực tế, 304 phù hợp với môi trường nước, dung dịch trung tính và quy trình vệ sinh sinh thông thường, 304 vẫn cho độ bền tốt, bề mặt giữ sạch ổn nếu hàng gia công chuẩn. Khi dùng 304, điều cần quan tâm là bề mặt lòng trong đoạn côn phải mượt, mép chuyển tiếp không có bậc, vì vùng đổi tiết diện rất dễ bám cặn nếu bề mặt thô hoặc có gờ. Nếu hàng gia công chuẩn và vệ sinh đúng, 304 vẫn giữ được độ sạch ổn định trong đa số dây chuyền.
Điểm hạn chế của 304 là không có Molypden nên sẽ nhạy hơn khi gặp môi trường có chloride hoặc hoá chất vệ sinh mạnh, đặc biệt khi CIP nóng lặp lại nhiều chu kỳ. Lúc đó bề mặt có thể dễ bị ố hoặc xuất hiện ăn mòn li ti, làm giảm độ sạch tại vùng chuyển tiếp và tăng nguy cơ bám bẩn theo thời gian.
6.2. Côn thu clamp inox 316 và 316L
Inox 316 và 316L được chọn khi hệ cần độ ổn định cao hơn, nhất là các line dễ gặp môi trường ăn mòn hoặc vệ sinh nặng đô. Thành phần nổi bật nhất của 316L là có thêm Molypden khoảng 2–3%, ngoài Cr khoảng 16–18% và Ni khoảng 10–14%. Molypden là điểm ăn tiền vì nó tăng khả năng chống rỗ và chống ăn mòn khe trong môi trường có chloride, vốn là tình huống dễ gặp khi vệ sinh bằng hoá chất, nước muối nhẹ, hoặc môi trường ẩm có ion.
Với côn thu clamp, lợi thế của 316L thể hiện rõ ở vùng mặt tỳ ferrule và đoạn đổi tiết diện, nơi dễ hình thành khe nhỏ và dễ giữ ẩm sau quá trình vận hành hoặc vệ sinh. Khi chạy CIP nóng lặp lại, 316L thường giữ bề mặt ổn định hơn 304, giảm nguy cơ ố bề mặt và giảm khả năng bám cặn ở đoạn côn.
Về ký hiệu “L” trong 316L, điểm kỹ thuật là hàm lượng carbon thấp, giúp giảm nguy cơ nhạy cảm tại vùng chịu nhiệt khi gia công và tăng độ ổn định chống ăn mòn theo thời gian. Vì vậy nếu line vi sinh yêu cầu cao và muốn hạn chế lỗi phát sinh ở mối nối clamp sau thời gian dài, 316L thường là lựa chọn an toàn hơn.
7. Thông số kích thước côn thu clamp
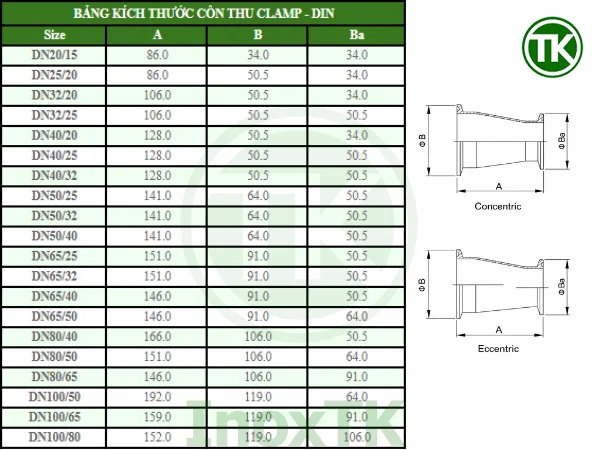
7.1. Côn thu clamp DIN
| Size | A | B | Ba |
|---|---|---|---|
| DN20/15 | 86.0 | 34.0 | 34.0 |
| DN25/20 | 86.0 | 50.5 | 34.0 |
| DN32/20 | 106.0 | 50.5 | 34.0 |
| DN32/25 | 106.0 | 50.5 | 50.5 |
| DN40/20 | 128.0 | 50.5 | 34.0 |
| DN40/25 | 128.0 | 50.5 | 50.5 |
| DN40/32 | 128.0 | 50.5 | 50.5 |
| DN50/25 | 141.0 | 64.0 | 50.5 |
| DN50/32 | 141.0 | 64.0 | 50.5 |
| DN50/40 | 141.0 | 64.0 | 50.5 |
| DN65/25 | 151.0 | 91.0 | 50.5 |
| DN65/32 | 151.0 | 91.0 | 50.5 |
| DN65/40 | 146.0 | 91.0 | 50.5 |
| DN65/50 | 146.0 | 91.0 | 64.0 |
| DN80/40 | 166.0 | 106.0 | 50.5 |
| DN80/50 | 151.0 | 106.0 | 64.0 |
| DN80/65 | 146.0 | 106.0 | 91.0 |
| DN100/50 | 192.0 | 119.0 | 64.0 |
| DN100/65 | 159.0 | 119.0 | 91.0 |
| DN100/80 | 152.0 | 119.0 | 106.0 |
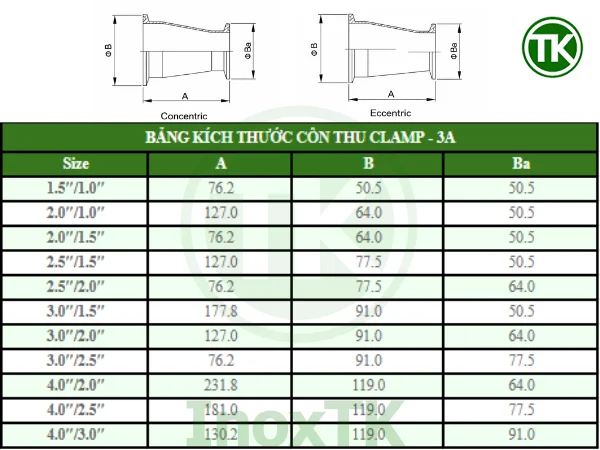
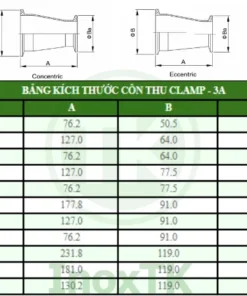
7.2. Côn thu clamp 3A
| Size | A | B | Ba |
|---|---|---|---|
| 1.5″/1.0″ | 76.2 | 50.5 | 50.5 |
| 2.0″/1.0″ | 127.0 | 64.0 | 50.5 |
| 2.0″/1.5″ | 76.2 | 64.0 | 50.5 |
| 2.5″/1.5″ | 127.0 | 77.5 | 50.5 |
| 2.5″/2.0″ | 76.2 | 77.5 | 64.0 |
| 3.0″/1.5″ | 177.8 | 91.0 | 50.5 |
| 3.0″/2.0″ | 127.0 | 91.0 | 64.0 |
| 3.0″/2.5″ | 76.2 | 91.0 | 77.5 |
| 4.0″/2.0″ | 231.8 | 119.0 | 64.0 |
| 4.0″/2.5″ | 181.0 | 119.0 | 77.5 |
| 4.0″/3.0″ | 130.2 | 119.0 | 91.0 |
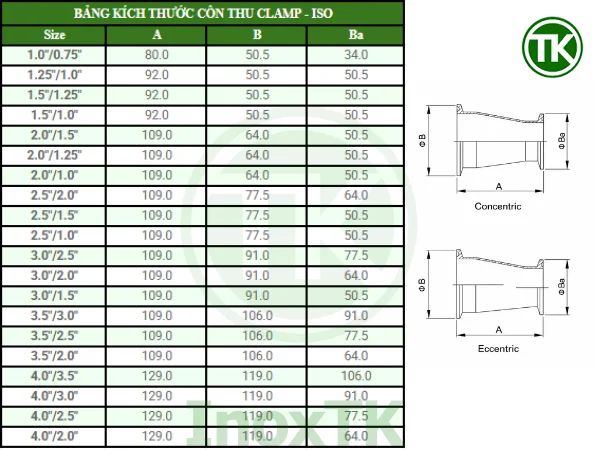
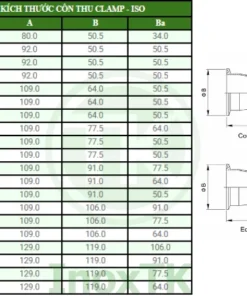
7.3. Côn thu clamp ISO
| Size | A | D | Ba |
|---|---|---|---|
| 1.0″/0.75″ | 80.0 | 50.5 | 34.0 |
| 1.25″/1.0″ | 92.0 | 50.5 | 50.5 |
| 1.5″/1.25″ | 92.0 | 50.5 | 50.5 |
| 1.5″/1.0″ | 92.0 | 50.5 | 50.5 |
| 2.0″/1.5″ | 109.0 | 64.0 | 50.5 |
| 2.0″/1.25″ | 109.0 | 64.0 | 50.5 |
| 2.0″/1.0″ | 109.0 | 64.0 | 50.5 |
| 2.5″/2.0″ | 109.0 | 77.5 | 64.0 |
| 2.5″/1.5″ | 109.0 | 77.5 | 50.5 |
| 2.5″/1.0″ | 109.0 | 77.5 | 50.5 |
| 3.0″/2.5″ | 109.0 | 91.0 | 77.5 |
| 3.0″/2.0″ | 109.0 | 91.0 | 64.0 |
| 3.0″/1.5″ | 109.0 | 91.0 | 50.5 |
| 3.5″/3.0″ | 109.0 | 106.0 | 91.0 |
| 3.5″/2.5″ | 109.0 | 106.0 | 77.5 |
| 3.5″/2.0″ | 109.0 | 106.0 | 64.0 |
| 4.0″/3.5″ | 129.0 | 119.0 | 106.0 |
| 4.0″/3.0″ | 129.0 | 119.0 | 91.0 |
| 4.0″/2.5″ | 129.0 | 119.0 | 77.5 |
| 4.0″/2.0″ | 129.0 | 119.0 | 64.0 |
8. Hướng dẫn lắp đặt côn thu clamp đúng kỹ thuật
Côn thu clamp là đoạn chuyển size giữa hai tuyến ống hoặc giữa ống và thiết bị. Về hình thức nó chỉ là một chi tiết nối, nhưng trên thực tế đây lại là vị trí rất dễ phát sinh rò rỉ nếu lắp sai tiêu chuẩn clamp, chọn gioăng chưa phù hợp, canh tuyến ống lệch đồng trục hoặc siết clamp theo kiểu càng chặt càng kín. Khi làm đúng ngay từ đầu, mối nối sẽ kín đều, ổn định qua rung động và dao động nhiệt, giảm hẳn tình trạng phải dừng hệ để siết lại. Dưới đây là quy trình lắp đặt theo từng bước, bám sát thao tác hiện trường và các lỗi thường gặp nhất.
Checklist 10 giây trước khi lắp
Trước khi thao tác, hãy kiểm tra nhanh các điểm dưới đây để tránh rò rỉ do sai tiêu chuẩn hoặc sai chuẩn bị.
- Đúng tiêu chuẩn clamp: Xác nhận côn thu và ferrule hai đầu cùng hệ DIN, SMS, ISO hoặc 3A. Nhiều trường hợp nhìn na ná vẫn lắp được, nhưng lực ép gioăng lệch và chạy áp sẽ xì.
- Đúng cặp size đầu lớn – đầu nhỏ: Kiểm tra theo size đã chốt khi đặt hàng, tránh đoán bằng mắt khi chênh lệch nhỏ.
- Đúng loại côn thu: Đồng tâm hay lệch tâm, vì loại lệch tâm còn liên quan hướng lắp trên tuyến ngang.
- Ferrule sạch và không bavia: Lau sạch vùng tiếp xúc, không để vụn inox, cát bụi hoặc dầu bẩn kẹt ở mép ép gioăng.
- Gioăng đúng vật liệu và đúng tình trạng: Gioăng phải đúng size, không rách, không biến dạng, không chai cứng.
Bước 1: Xác nhận đúng tiêu chuẩn và đúng cặp size trước khi đưa lên line
Sai tiêu chuẩn là nguyên nhân dẫn đến tình trạng lắp xong mới biết sai vì clamp vẫn có thể ôm được, nhưng ferrule không ăn khớp đúng hình học, gioăng bị ép lệch và rất dễ rò khi hệ rung hoặc tăng nhiệt.
- Đối chiếu tiêu chuẩn theo PO hoặc bảng kích thước: DIN, SMS, ISO hay 3A cần xác nhận rõ ngay từ đầu.
- Đối chiếu cặp size theo đúng chiều: Ghi rõ đầu lớn và đầu nhỏ để tránh lắp nhầm chiều, nhất là khi thao tác nhanh tại hiện trường.
- Kiểm tra tình trạng mép ferrule: Không dùng côn thu có mép ferrule bị móp hoặc vết xước sâu tại vùng ép gioăng vì sẽ tạo đường rò.
Bước 2: Chuẩn bị gioăng đúng loại và làm sạch bề mặt tiếp xúc
Mối clamp kín hay không phụ thuộc lớn vào bề mặt ferrule và gioăng. Chỉ một dị vật nhỏ kẹt ở mép cũng có thể tạo rò li ti, đặc biệt khi hệ có dao động áp.
- Lau sạch toàn bộ vùng tiếp xúc: Tập trung vào mép ferrule và vùng đặt gioăng.
- Chọn gioăng theo điều kiện làm việc: EPDM phổ biến và ổn định, Silicone mềm nên dễ kín nhưng dễ dập nếu siết quá tay, PTFE chịu hóa chất tốt nhưng cần bề mặt ferrule đẹp và siết đều, Viton phù hợp khi cần chịu nhiệt và môi chất đặc thù.
- Đặt gioăng đúng vị trí: Gioăng phải nằm phẳng trong rãnh, không xoắn, không trồi mép. Nếu gioăng bị kênh ngay từ đầu, siết clamp sẽ càng làm lệch và nhanh xì.
Bước 3: Canh thẳng tuyến ống, không dùng clamp để kéo ép lệch
Một lỗi rất hay gặp là tuyến ống bị lệch đồng trục hoặc đang bị căng lực do gối đỡ, móc treo hoặc vị trí thiết bị chưa chuẩn. Khi đó thợ thường siết clamp để kéo hai đầu lại, kết quả là gioăng bị ép lệch và rò sau một thời gian chạy.
- Canh đồng trục hai đầu ferrule: Đảm bảo mặt ép gioăng áp đều, không hở một phía.
- Giải phóng lực căng tuyến ống: Chỉnh lại giá đỡ, treo ống hoặc vị trí thiết bị để line đứng đúng chỗ rồi mới lắp clamp.
- Quan sát vòng ép gioăng: Nhìn quanh chu vi, gioăng phải đều, không bị phồng hoặc thò ra một bên.
Bước 4: Lắp clamp và siết đúng lực, đúng cách
Siết đúng là siết đủ để clamp ôm đều và gioăng kín, không phải siết càng chặt càng tốt. Siết quá tay có thể làm gioăng mềm bị dập, sau vài chu kỳ nhiệt lại rò trở lại.
- Đặt clamp vào đúng rãnh ferrule: Clamp phải ngồi đều, không kênh một bên.
- Siết từ từ, đều lực: Siết đến khi clamp ôm chặt và cân, tránh siết giật cục.
- Dừng ở mức vừa đủ: Nếu phải siết rất nhiều mới có vẻ kín, cần dừng lại kiểm tra lại tiêu chuẩn, tình trạng ferrule và vị trí gioăng.
- Nếu vẫn rò dù đã lắp đúng: Thường rơi vào 3 nguyên nhân chính là sai tiêu chuẩn clamp, gioăng không phù hợp hoặc ferrule có vết xước ở vùng ép.
Bước 5: Chạy thử và kiểm tra rò rỉ theo đúng chế độ vận hành
Có trường hợp kín ở trạng thái tĩnh nhưng khi bơm chạy, rung hoặc dao động áp mới rò. Vì vậy kiểm tra nên theo trình tự tăng dần để bắt đúng lỗi.
- Test áp thấp trước: Quan sát quanh mép clamp, kiểm tra điểm ẩm hoặc rịn nhẹ.
- Tăng dần về áp làm việc: Theo dõi 5–10 phút để chắc chắn ổn định.
- Nếu có rò nhẹ: Dừng, nới clamp, tháo kiểm tra gioăng có bị lệch hoặc kẹt dị vật rồi lắp lại. Tránh thói quen siết thêm liên tục vì dễ dập gioăng và làm hỏng mép ferrule.
Lưu ý quan trọng: hướng lắp côn thu lệch tâm trên tuyến ngang
Côn thu lệch tâm có một phía mặt phẳng và một phía mặt cong. Hướng lắp ảnh hưởng trực tiếp đến khả năng giữ khí hoặc đọng dịch, vì vậy cần thống nhất theo mục tiêu vận hành và thiết kế tuyến, không nên lắp theo thói quen mỗi người một kiểu.
- Ưu tiên tránh giữ khí: Đặt mặt phẳng ở phía trên để đỉnh tuyến ống không tạo túi khí tại vị trí thu, phù hợp tuyến có khả năng lẫn khí hoặc cần dòng chảy ổn định.
- Ưu tiên tránh đọng dịch: Đặt mặt phẳng ở phía dưới để đáy tuyến ống hạn chế tạo hốc giữ dịch, phù hợp tuyến cần thoát sạch và hạn chế tồn lưu chất lỏng.
- Với các tuyến nhạy cảm như đường hút bơm hoặc tuyến dễ phát sinh bọt khí: Nên bám theo yêu cầu thiết kế của hệ và thống nhất hướng lắp trên toàn tuyến để tránh dao động dòng và vận hành không ổn định.
9. Lỗi thường gặp khi dùng côn thu clamp và cách xử lý nhanh tại hiện trường
Những lỗi với côn thu clamp thường không đến từ thân côn thu, mà đến từ việc sai tiêu chuẩn, sai gioăng, kẹp bị vênh hoặc thao tác lắp chưa chuẩn. Bảng dưới đây gom đúng các lỗi hay gặp nhất tại hiện trường, kèm dấu hiệu nhận biết và cách xử lý nhanh để bạn đọc là làm được.
| Lỗi thường gặp | Dấu hiệu nhận biết | Nguyên nhân hay gặp | Cách xử lý nhanh |
|---|---|---|---|
| Rò nhẹ quanh mối nối | Rỉ li ti, ướt mép clamp, thường thấy rõ sau khi chạy một lúc | Gioăng đặt lệch, mặt ferrule bẩn, gioăng bị chai hoặc biến dạng | Xả áp, tháo kẹp, lau sạch mặt tỳ ferrule, đặt gioăng đúng tâm, thay gioăng nếu đã chai hoặc sứt mép |
| Siết rất chặt vẫn rò, rò lúc có lúc không | Lúc nguội kín, lên nhiệt bắt đầu xì hoặc rung là xì | Kẹp vênh, kẹp sai size, ferrule méo nhẹ làm lực ép không đều | Kiểm tra kẹp có ôm đều gờ ferrule, thử đổi kẹp đúng size, kiểm tra ferrule móp méo và thay phụ kiện nếu méo rõ |
| Kẹp không khớp, ôm không hết gờ ferrule | Lắp vào bị cứng, kẹp lệch, siết không xuống hết | Sai tiêu chuẩn clamp DIN SMS 3A, sai size, sai kiểu kẹp | Dừng lắp, đối chiếu tiêu chuẩn ferrule hiện trường, chọn lại đúng tiêu chuẩn và đúng size, không cố siết |
| Gioăng trồi ra ngoài hoặc nhanh hỏng | Gioăng lòi mép, nứt, cắt mép sau vài lần tháo lắp hoặc CIP | Siết quá tay, gioăng sai profile, mặt tỳ có ba via hoặc xước | Siết lực vừa đủ, thay gioăng đúng profile theo tiêu chuẩn, rà lại ba via và tránh làm xước mặt tỳ ferrule |
| Đọng dịch hoặc giữ khí ở đoạn đổi tiết diện | Khó xả hết, có túi khí, vệ sinh lâu sạch ở vùng chuyển cỡ | Dùng côn thu đồng tâm trên line ngang ở vị trí nhạy | Rà lại vị trí lắp, cân nhắc đổi sang côn thu lệch tâm và canh đúng hướng để thoát khí, thoát dịch tốt hơn |
| Bề mặt trong ố, bám cặn nhanh | Vùng côn thu bẩn nhanh hơn đoạn ống thẳng | Bề mặt hoàn thiện thô, môi trường vệ sinh nặng, mác inox chưa phù hợp | Ưu tiên côn thu có lòng trong mượt, tăng kiểm soát vệ sinh điểm đổi tiết diện, cân nhắc inox 316L nếu môi trường khắt khe |

10. Mua côn thu clamp inox vi sinh ở đâu để đúng chuẩn, lắp kín và dùng bền
Côn thu clamp là phụ kiện tưởng nhỏ nhưng lại rất dễ mua nhầm. Sai tiêu chuẩn DIN, SMS, 3A là kẹp không khớp hoặc kẹp được nhưng rò. Sai chất lượng gia công là lòng trong có bậc, mép ferrule xước, lắp lên thì CIP khó sạch và gioăng nhanh hỏng. Vì vậy khi chọn nhà cung cấp, điều quan trọng không chỉ là có hàng, mà là họ phải kiểm soát được đúng tiêu chuẩn, đúng size, đúng bề mặt và tư vấn đúng cách dùng.
Với nhóm phụ kiện vi sinh như côn thu clamp, Inox TK là lựa chọn phù hợp khi bạn cần mua hàng đúng chuẩn để lắp vào chạy luôn, hạn chế tối đa lỗi phát sinh tại hiện trường. Lợi thế lớn nhất là khả năng kiểm tra và đối chiếu tiêu chuẩn theo thực tế line, giúp bạn chốt đúng loại đồng tâm hay lệch tâm, đúng cặp size đầu lớn đầu nhỏ, đúng hệ clamp đang sử dụng. Khi cần, đội ngũ có thể tư vấn theo ảnh ferrule và kẹp hiện trường để tránh lỗi nhìn giống mà không lắp được.
Về năng lực cung ứng, Inox TK có kho hàng và dải kích thước đa dạng, đáp ứng nhanh các size chuyển đổi phổ biến. Với công trình cần gấp, yếu tố kho sẵn và giao nhanh giúp giảm thời gian chờ, không làm gián đoạn tiến độ lắp đặt và chạy thử. Đi kèm đó là cam kết chứng từ rõ ràng theo sản phẩm, CO CQ đầy đủ, phù hợp với yêu cầu nghiệm thu vật tư của nhà máy.
Một điểm tạo sự yên tâm là uy tín cung ứng đã được chứng minh qua nhiều đơn hàng và dự án lớn, Inox TK là đối tác cung cấp vật tư cho các đơn vị như Habeco, Sabeco, Vinamilk, Thế Hệ Mới (Cozy), Dược Hoa Linh, IDP. Với các line vi sinh, việc chọn đúng nhà cung cấp giúp bạn giảm rất nhiều lỗi vặt kiểu rò clamp, sai gioăng, sai kẹp, đồng thời giữ hệ thống ổn định hơn về dài hạn.
Nếu bạn cần báo giá nhanh và chốt đúng tiêu chuẩn theo line hiện trường, bạn chỉ cần gửi tiêu chuẩn đang dùng và cặp size đầu lớn đầu nhỏ.
THÔNG TIN LIÊN HỆ:
- SĐT: 088.666.4291 (Ưu tiên liên hệ qua Zalo – Ms. Đông)
- SĐT: 088.666.4040 (Ưu tiên liên hệ qua Zalo – Ms. Dung)
- SĐT: 088.666.2480 (Ưu tiên liên hệ qua Zalo – Ms. Quỳnh Anh)
| Cân nặng | 1000 kg |
|---|---|
| Kích thước | 5 × 2 × 5 cm |
Hãy là người đầu tiên nhận xét “Côn thu clamp”
Quý khách vui lòng liên hệ với chúng thôi qua ZALO hoặc SĐT: 0886663566 để được hỗ trợ tư vấn và báo giá chi tiết về sản phẩm.
Hoặc quý khách có thể trực tiếp đến văn phòng Hà Nội của Inox TK tại số 22-26, đường Pháp Vân, phường Yên Sở, quận Hoàng Mai, TP. Hà Nội để làm việc trực tiếp với nhân viên bán hàng.Sản phẩm tương tự
-16%

Giá gốc là: 137.000 ₫.115.000 ₫Giá hiện tại là: 115.000 ₫.


-5%


Giá gốc là: 87.000 ₫.83.000 ₫Giá hiện tại là: 83.000 ₫.
-7%

Giá gốc là: 230.000 ₫.215.000 ₫Giá hiện tại là: 215.000 ₫.
-5%

(1)
Giá gốc là: 50.000 ₫.47.500 ₫Giá hiện tại là: 47.500 ₫.


-7%

Giá gốc là: 45.000 ₫.42.000 ₫Giá hiện tại là: 42.000 ₫.
-5%


Giá gốc là: 47.250 ₫.45.000 ₫Giá hiện tại là: 45.000 ₫.
Đánh giá
Chưa có đánh giá nào.